
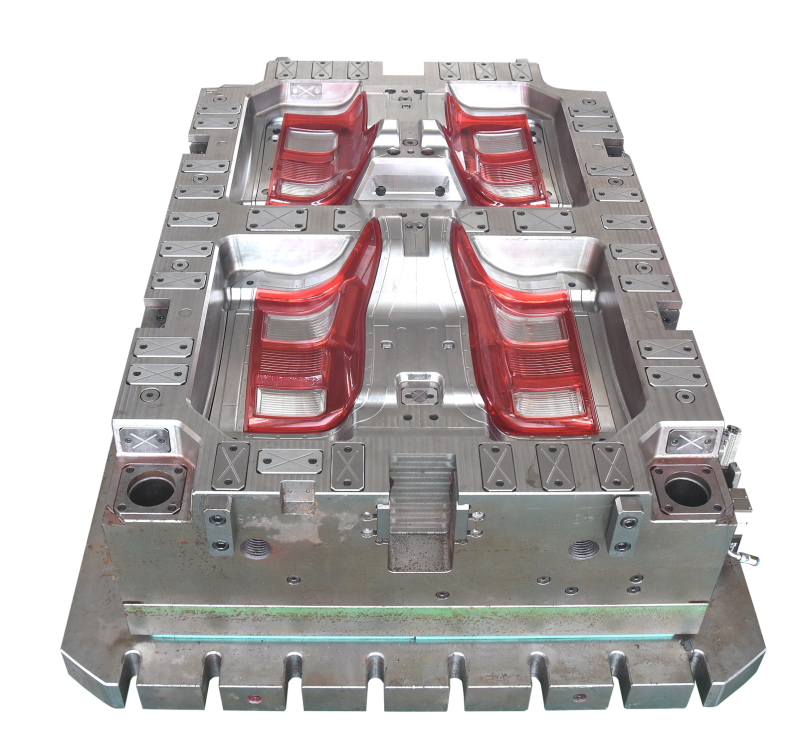
Բեռնատարների հետվաճառքային արդյունաբերությունը ականատես է լինում անհատական լուսավորության լուծումների նկատմամբ սեյսմիկ տեղաշարժի, որտեղ երկգույն հետևի լապտերները դառնում են գերիշխող միտում: Ի տարբերություն ավանդական միագույն ոսպնյակների կամ սոսնձված հավաքածուների, երկգույն ներարկման ձուլումը միաձուլում է կարմիր և թափանցիկ հատվածները մեկ, անխափան միավորի մեջ: Այս տեխնոլոգիան վերացնում է սոսինձները, նվազեցնում է մասերի խափանումը և հնարավորություն է տալիս ստեղծել բարդ երկրաչափություններ:—կարևոր է ժամանակակից բեռնատարների դիզայնի համար, որոնք պահանջում են ինչպես գեղագիտական գրավչություն, այնպես էլ կառուցվածքային ամբողջականություն: RealTruck-ի նման խոշոր մանրածախ առևտրականները այժմ օգտագործում են 3D կոնֆիգուրատորներ՝ այս առաջադեմ ոսպնյակները ցուցադրելու համար, ինչը արտացոլում է սպառողների աճող հետաքրքրությունը ինտեգրված լուսավորության համակարգերի նկատմամբ:
Հիմնական տեխնոլոգիա. Ինչպես է գործում երկգույն ձուլվածքը
1. Ճշգրիտ պտտական մեխանիկա
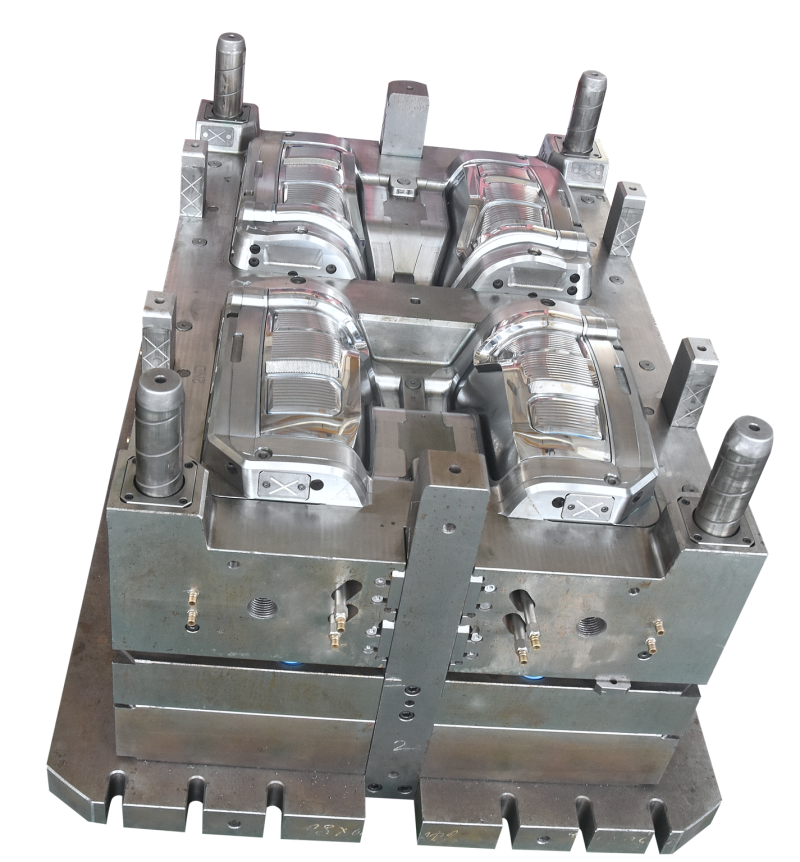
Ժամանակակից երկգույն կաղապարները, ինչպես CN212826485U-ի համակարգը, ներառում են շարժիչով կառավարվող պտույտ՝ անթերի գունային անցումների համար: Սկզբում ներարկվում է հիմնական շերտ (օրինակ՝ կարմիր PMMA): Այնուհետև կաղապարը պտտվում է 180 աստիճանով:° սերվոշարժիչի և ուղղորդող ռելսային համակարգի միջոցով, որը հավասարեցնում է մասը երկրորդ կրակոցի համար (սովորաբար թափանցիկ PC): Սա վերացնում է բաժանման գծերը կարևոր օպտիկական մակերեսների վրա, ինչը հիմնական առավելություն է սոսնձված կամ գերձուլված այլընտրանքների համեմատ:
2. Կոսմետիկ թերությունների վերացում
Սովորական կաղապարները հաճախ թողնում են տեսանելի արտանետիչի քորոցի հետքեր կամ գունային արտահոսքի գծեր: Նորարարությունները, ինչպիսիք են անկյունային կարերը (15°–25°) և տեղափոխված արտանետիչի քորոցներ—այժմ տեղադրված է ոչ օպտիկական մակերեսների տակ—Ապահովում է անթերի արդյունք: Ինչպես ցույց է տալիս CN109747107A արտոնագիրը, այս նուրբ վերաձևավորումը կանխում է լույսի բեկման արտեֆակտները, ինչը կարևոր է OEM մակարդակի պարզության համար:
3. Վիրտուալ նախատիպերի ստեղծում Moldflow-ի միջոցով
Moldflow-ում ջերմապլաստիկ համընկնման մոդելավորումները կանխատեսում են նյութի հոսքի դինամիկան և հնարավոր թերությունները պողպատը կտրելուց առաջ։ Ինժեներները վերլուծում են՝
- Նյութերի միջերեսներում կտրող լարվածություն
- Սառեցման հետևանքով առաջացած դեֆորմացիա
- Ներարկման ճնշման տարբերությունները
Այս վիրտուալ վավերացումը 40%-ով կրճատում է փորձարկման ցիկլերը և կանխում է կաղապարի թանկարժեք վերամշակումը։













